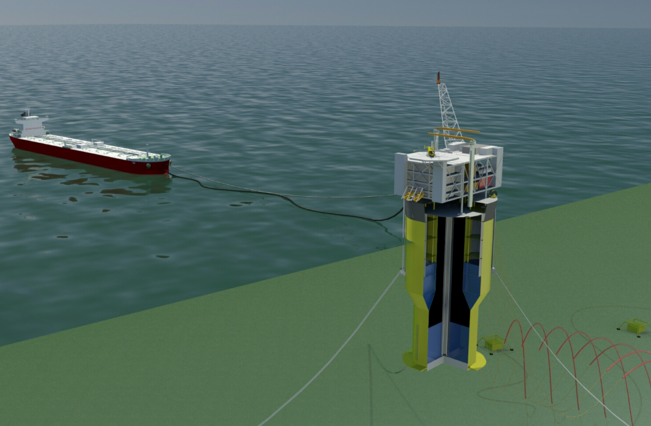
Atkins has been awarded a United States Patent (US9828072) for its marginal field production facility, the Deep Draught Production, Storage and Offloading (DDPSO), a unique, reusable, low CAPEX floating solution designed to operate in harsh environments that may otherwise limit small, ship-shape FPSOs.
The DDPSO concept had already been awarded a GB patent (GB2507370) in recognition of its novel hull form that provides a highly stable platform, combining oil storage with a high weight efficient and low-cost hull. The new US patent recognises this and further enhancements to the concept.
Paul Gallagher, Director for Field Development & Consulting in Engineering & Consulting, part of SNC-Lavalin’s Oil and Gas business, said: “We invented the DDPSO concept some years ago to address the economic challenges of marginal fields and its relevance in today’s market as an innovative solution to satisfy demand for ever lower CAPEX and OPEX constraints is clearer than ever. The combination of Atkins’ expertise in floating systems with SNC-Lavalin’s facilities engineering and project delivery skills is now ideally suited to taking projects which utilise such ground-breaking technologies forward.”
The DDPSO’s symmetrical hull uses an oil-over-water philosophy to store stabilised crude product following processing, and as a result requires only a minimal water ballast system. Whilst this provides a practical benefit in saving volume and steel-weight cost in construction, the key to the DDPSO lies in in the hull shape that exploits this property.
The inventive step was to combine hull dimensions, fixed solid ballast, and topsides mass, in a new way that with a water-plane area selected to balance stability and a high natural period in heave, reduces motions and loads in heavy seas. The deep draught and use of heave plates further improves the response of the system. The resulting hull form is, uniquely, neither that of a conventional SPAR nor that of established circular FPSO designs, but combines some of the most beneficial features of each.
Further development is on-going, including application to automated, remote unmanned operation which would see simplification of process facilities and reduced topsides weight with an additional oil/water separation cell incorporated into the hull design to manage high water-cut and support produced water treatment (included within the US and GB patents).